Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.
Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

Welcome to Guangdong Rich Packing Machinery Co., Ltd.
About UsWelcome to Guangdong Rich Packing Machinery Co., Ltd.
Factory





Welcome to Guangdong Rich Packing Machinery Co., Ltd.
Certificate












Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

During April 22-24th, RichPacking is honored to participate in MAGHREB PHARMA EXPO 2025, one of the most influential pharmaceutical industry exhibitions in North Africa. Held in Algiers, Algeria, this event marks a significant milestone in our efforts to strengthen international cooperation and expand our presence across African, Middle East and European markets. Expanding Our Presence in the Maghreb Market Represented by our Director Mr. Fu and Sales Manager Owen, RichPacking has welcomed a steady flow of clients and partners to our stand. Their presence at the exhibition played a key role in strengthening our connection with existing customers and introducing our solutions to new partners in the region. Attending this exhibition has been a strategic move in expanding our market across the Maghreb, a region experiencing rapid growth in pharmaceutical manufacturing and equipment demand. RichPacking is committed to supporting our partners at this area with advanced, reliable solutions. Most importantly, the exhibition has given us valuable, firsthand insight into the specific needs and expectations of the Maghreb market. By speaking directly with local manufacturers, distributors, and industry companies, we have gained a deeper, more practical understanding of how we can tailor our services and solutions to better serve our customers. A Strategic Opportunity for Face-to-Face Engagement Apart from the local partners, we also extended our invitation to more clients in Europe and Middle East for a visit and face-to-face discussion. For many customers who may find it challenging to travel all the way to China, this exhibition serves as a convenient and effective platform to engage in direct discussions, explore our latest pharmaceutical machinery and packaging equipment, and receive personalized consultation from our team. “We understand that not all of our partners can travel across continents to visit our factory in China. By attending MAGHREB PHARMA, we bring our expertise and sincerity directly to them.” said Mr. Fu. Strengthening Relationships, Building Trust This exhibition is more than just a showcase of technology, but a bridge of trust and communication. Meeting clients in person allows us to better understand their customized needs, listen to valuable feedback, and build deeper connections. Many of our African and European customers have taken the time to visit our stand, expressing strong interest in our capsule filling machines, tablet presses, tablet capsule counting lines and complete pharmaceutical packaging solutions. These interactions reaffirm the confidence our clients have in RichPacking’s product quality, technical expertise, and professional support. Looking Ahead Our participation in MAGHREB PHARMA EXPO 2025 marks an important step in RichPacking’s continued international growth. From re...

1. Insights from a Buyer with 20 Years of Procurement Experience If you're sourcing pharmaceutical packaging equipment from China, like capsule filling machines, tablet presses, or blister packaging machines, you know the risks are high. Quality impacts compliance, downtime costs money, and poor support delays production. With over 20 years of procurement experience in pharmaceutical machinery, in this article I will show you how to avoid scams, followed by a step-by-step guide to choosing a reliable supplier from China. 2. Common Risks When Buying Pharma Machines from China Before diving into catalogs and comparisons, it's essential to be aware of common problems that many international buyers face when sourcing pharmaceutical machines from China: 1) False Advertising of Machine Quality It’s very common for buyers to encounter machinery that fails to meet declared specifications. Some suppliers exaggerate machine specification or use substandard materials. For instance, a few years ago I tested a "semi-automatic capsule filling machine" from a supplier in Zhejiang that claimed a separation rate of 99.5%, but in reality, it failed to separate even 60% of capsules properly. The output and quality of the production greatly impacted, which was a huge disappointment. 2) Poorly Written or Missing User Manuals Pharmaceutical equipment such as capsule fillers, tablet pressing machine or blister packing machines require precise setup and operation, so the manuals and instruction materials are very important. Unfortunately, many Chinese pharmaceutical equipment manufacturers provide only Google-translated documents, lacking critical instructions or diagrams, which is completely usable. Or even worse no manuals at all. This often results in extended setup times, user errors, and additional training costs. 3) Weak After-Sales Support A major concern with some Chinese pharmaceutical equipment manufacturers is unreliable after-sales service. It is reported that many buyers have complained situations where manufacturers overpromised during the sales process but fail to deliver on their commitments once the contract is signed, especially regarding timely spare parts, remote assistance, or warranty follow-up. Delays in service can lead to equipment downtime, disrupting production and risking regulatory compliance. 4) Overemphasis on Low Price Finally, the issue of low-price competition among Chinese manufacturers is a significant concern for buyers. While low-cost machines may seem attractive upfront, they often come with hidden costs such as inferior machine quality, frequent repairs, short service life, bad performance or poor compatibility with GMP requirements. With so many low prices in the market, it is difficult for buyers to differentiate betwe...

On April 8th, RichPacking was pleased to host a valued client Mr. Jakub from Poland for the final inspection of his customized DPP-270Max Blister Packing Machine. This visit marked a key milestone in our collaboration and reflected our ongoing commitment to providing tailored solutions for pharmaceutical and medical packaging needs. Customized Paper-PVC Blister Packaging Machine The DPP-270Max blister packing machine showcased in our showroom is normally set up for Alu-PVC blister packaging, which is commonly used for tablets and capsules blister packaging. However, the client's production requires Paper-PVC blister packaging, a more specialized combination designed for packaging pharmaceutical devices, medical tools or some other special packed medications. To meet these specific needs, our engineering team carried out the following custom modifications to ensure that the machine delivers high performance while maintaining the integrity and sterility of the products. • Double Forming Cylinders: Since the client’s blister cavities are deeper than standard pharmaceutical packaging, the forming station was upgraded with dual cylinders. This ensures stronger forming pressure, resulting in well-defined, high-quality blisters for clients’ product. • Enlarged Manual Feeding Platform: Due to the irregular shape of the products being packaged, the automatic feeding system was replaced with a customized manual feeding station. This redesign provides greater flexibility and precision during product placement, ensuring smooth operation and accurate alignment. • Integrated Inkjet Printer: An inkjet printing module was added to enable on-line printing of batch numbers, expiration dates, and other essential information directly onto the paper layer. This helps the client meet regulatory and traceability requirements efficiently. On-site Inspection and Testing During the client's visit, our sales manager Mary personally accompanied him throughout the inspection process to ensure clear communication and thorough understanding. Our senior engineer Mr. Yang was also on-site to assist with any technical questions and demonstrate the customized features in real-time. The machine underwent a full configuration and trial run, including: • Live forming, manual feeding, inkjet printing, sealing and cutting operations. • Performance tests for alignment, sealing accuracy, and product output. • The client observed the entire process to verify the ease of operation. • Operation video instruction recorded on-site for future needs of clients’ team. Client’s Satisfied Feedback After witnessing the machine’s successful operation, Mr.Jakub expressed his complete satisfaction with both the machine's customization and our team’s professionalism. He praised the RichPacking team for delivering a solution tailored to his production environment and apprec...

On 31st March, RichPacking Machinery, a leading pharmaceutical and supplement equipment manufacturer, was pleased to hold a successful inspection of the CGN208 Semi-auto Capsule Filling Machine by a distinguished client from the Netherlands. This inspection marks an important step before the machine is shipped to the client workshop for his current supplement production. Semi-Automatic Capsule Filler Machine: Inspection and Features As one of the most important machine for supplement production, Mr. Meijer had to guarantee the quality of this semi-automatic encapsulating machine before shipment. He raised concerns about the issues he had been facing with his previous machine from other supplier, specifically capsule missing during dispensing station and inconsistent locking quality. He wanted to ensure that these problems would be addressed with the new capsule filling equipment from Richpacking. Our engineer, Mr. Yang, thoroughly explained how the CGN208 Semi-Automatic Capsule Filler was designed to tackle these exact challenges with the two major features below: • Precise Mold Chamfering: Ensures that the capsule feeding process is smooth, eliminating defects and ensuring no capsule missing for high-quality production. • Advanced Capsule Locking Station: Utilizing a flat placement method combined with pneumatic activation, which reduces labor intensity, minimizes powder leakage, and improves product quality. These improvements also optimize raw material utilization. Mr. Meijer expressed his satisfaction with how the CGN208 addresses his concerns and reassured him that the new capsule filling machine would be a reliable upgrade for his production. Capsule Filling Machine Hands-on Demonstration and Calibration During the inspection, our Senior Engineer, Mr. Yang, conducted a comprehensive demonstration of this high quality semi-automatic capsule machine’s capabilities. He walked Mr. Meijer through the installation and calibration process of the capsule dispensing unit, ensuring everything was properly configured before the machine's shipment. This hands-on support alleviates any concerns about the setup process upon arrival at the client’s workshop. Additionally, Mr. Yang recorded a detailed video of the configuration steps for future reference, providing the client with an invaluable training resource. Mr. Meijer expressed that not only was he satisfied with the features of the premium CGN208 semi-auto capsule filler, but he was also impressed by the thoughtful service that RichPacking provided, which boosted his confidence with the partnership. Preparation for Shipment of Semi-Automatic Filler With the inspection completed successfully, the CGN208 semi-auto capsule filling machine is now ready for shipment. It has undergone final testing and is securely packed in a solid wooden box to ensure safe transport. The machine is scheduled to ship next week, and RichPacking&r...

On March 28th, RichPacking Machinery had the pleasure of welcoming a delegation of clients from Russia for a comprehensive factory inspection. Led by our experienced sales representative, Owen, the visit provided the clients with an in-depth look at our advanced manufacturing capabilities from production to packaging solutions, resulted in an immediate order for one high-speed tablet press machine, marking the beginning of a promising partnership. An Overview of Pharmaceutical Machinery Having communicated with the clients via email and WhatsApp for several months, Owen had already provided them with a solid understanding of our company. Upon their arrival, he led them directly to the showroom to see the machines firsthand. The tour commenced with an overview of our wide range of pharmaceutical equipment, including capsule filling machines, tablet pressing machines, tablet and capsule counting bottling line, blister packaging machines, etc. The clients expressed great interest in understanding the full production line and how our solutions ensure efficiency and precision in pharmaceutical manufacturing. Focus on Tablet Press Machines: Meeting Specific Production Needs As the visit progressed, the Russian clients showed particular interest in our tablet compression machines, which were their main area of focus. The clients requested for a tablet pressing machine for high speed of more than 150,000pcs/hour. To address their specific needs, Owen and our senior engineer, Mr. Li, provided a detailed presentation of our two high-performance table presses: • ZP25/55 Tablet Press Machine: Designed for mass production, with a maximum capacity of 160,000 tablets per hour. High precision and high stability, also cost-effective. • ZP26/40D Tablet Press Machine: A premium solution for large-scale production, with the capacity of 260,000pcs/hour. Equipped with innovative features pre-pressing pressure, real-time pressure monitoring and single piece defected tablet rejection for enhanced tablet quality. During the live demonstration, the clients were highly impressed by the intelligent features of the ZP26/40D tablet compression machine, especially the waste rejection system, which greatly improved the batch of tablet quality automatically. Our client Mr. Denis stated that, “This is the real demonstration of high speed, high performance!” They also asked some questions for the potential issues. Owen and our Engineer Mr. Li provided the solutions and explanation on spot, boosting clients’ confidence with this high quality high speed tablet press machine. One of the clients Mr. Petrov commented, “This machine is exactly what we needed! It’s great to see the machine in operation on-site, so we can understand the working theory and tackle any possible problems efficiently.” In-Depth Discussion and Immediate Order Confirmation Following the tour at the showroom, the delega...

When it comes to streamlining your operations and ensuring the accuracy of tablet and capsule counting, investing in the right capsule tablet counting machine is essential. Whether you're running a pharmaceutical company, supplement factory or any other business requiring efficient pill counting, an automated capsule tablet counter can significantly enhance productivity, reduce errors, and lower operational costs. However, with that many options in the market, how shall you choose the right tablet counting machine for your requirements? In this article, we’ll explore the 5 key features to consider when selecting a capsule tablet counting machine, with machine and manufacturer examples for a better understanding, ensuring that your investment meets your expectations and maximizes the efficiency of your operations. 5 Key Features to Choose for a Capsule Tablet Counting Machine 1) Accuracy and Precision Accuracy is the number one priority when selecting a capsule tablet counting machine. In industries like pharmaceuticals, any counting errors could create severe consequences, for instance, incorrect dosages and regulatory issues. A high-quality tablet counting machine should be able to deliver precise counts with minimal variance. If your business or project requires high-speed production, especially in the pharmaceuticals and health-care products industry, choosing a capsule tablet counting machine that uses advanced photoelectric sensors or CCD camera detection technologies will be the most recommended solution as these tablet capsule counting machines are usually feature for high accuracy with waste rejection system. For example, the CCD Camera Counting Machine from Richpacking is specially designed for high counting accuracy that can reach 99.99%. With this machine on hand, you will never have to worry about the precision as the counting process integrated with the high resolution vision inspection camera that can detect any different colors, sizes and shapes and automatically reject them for an outstanding counting result. 2) Speed and Efficiency Speed is crucial in environments where large quantities of tablets or capsules need to be counted and dispensed quickly specially in the pharmaceutical and health care product industry. A slow, inefficient counting process can lead to delays, affecting customer satisfaction and your overall workflow. Look for a capsule tablet counting machine that can handle high volumes of tablets and capsules without compromising accuracy. High speed counting machines with faster counting speeds can save your business valuable time, allowing you to fill more orders in less time. Additionally, an efficient automatic tablet counting machine allows you to have less need for labour and reduce bottlenecks in the workflow. Taking the example of th...

Capsules, one of the most common forms of drug and supplement delivery, come in a wide range of colors. Whether you're browsing the supplement aisle or unpacking your prescription medications, you've likely noticed that capsules are often red, green, blue, white, or even a combination of colors. But these color choices aren't arbitrary. Each hue serves a distinct purpose, reflecting a careful balance of functionality, marketing, and regulatory considerations. In this article, we'll dive deeper into why capsule colors vary so much and what these differences mean for manufacturers, healthcare providers, and consumers. 1. Differentiation Between Products One of the primary reasons capsules come in different colors is to help differentiate between products. In a marketplace saturated with supplements and medicines, color is a quick and effective way to distinguish one product from another. This differentiation is important for several reasons: · Brand Recognition:Manufacturers often use specific color combinations to create a distinct identity for their products. For instance, a popular brand of vitamins might use orange and green capsules, creating an association that helps consumers identify their product at a glance. This branding strategy is especially important in over-the-counter markets, where visual appeal can make a product stand out among competitors. · Prevention of Confusion:In households where multiple family members take different supplements or medications, capsule colors help avoid mix-ups. For example, a child’s multivitamin may come in bright, cheerful colors, while a parent's heart medication might be more subdued. 2. Dosage and Strength Identification Color plays a crucial role in indicating the dosage or strength of a drug. Pharmaceutical companies often use different colors to represent varying dosages of the same medication, making it easier for healthcare professionals and patients to identify the correct one. For example: · A 250 mg capsule might be white, while the 500 mg version is blue. · Extended-release capsules may feature a specific color pattern, such as a dual-colored capsule. This color coding minimizes errors in medication administration, especially in hospitals and care settings where time-sensitive decisions are critical. 3. Enhanced Consumer Appeal The color of a capsule can influence consumer perception, particularly in the dietary supplement industry, where aesthetics play a role in purchasing decisions. Vibrant, attractive colors make products more appealing and can even influence how people perceive the effectiveness of a supplement. · Association with Health:Colors like green, yellow and orange are commonly linked to health and energy. Green capsules, for instance, are commonly used for herbal supplements, aligning with consumer expectations of natural or plant-based products. · ...

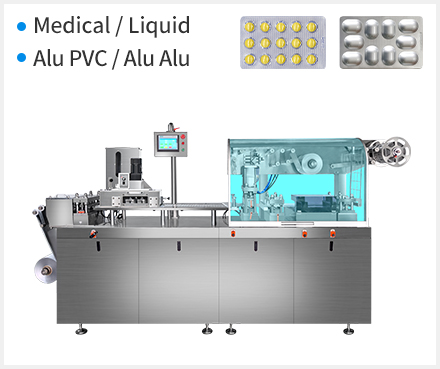
In the dynamic world of packaging, technology continues to evolve, providing innovative solutions that enhance product safety, shelf life, and consumer convenience. One such advancement is the Alu Blister Machine, which has become a cornerstone in various industries, especially pharmaceuticals. If you're looking to understand why these machines are pivotal in modern packaging, you're in the right place. This guide will delve into the benefits of Alu Blister Machines, exploring how they can revolutionize your packaging processes. What are Alu Blister Machines? Before diving into the benefits, it's essential to understand what Alu Blister Machines are. These machines are designed to package products in blister packs using aluminum as a primary material. The process involves forming blisters from aluminum foil, filling them with the product, and then sealing them with either aluminum or other materials like PVC. This type of packaging is particularly popular in the pharmaceutical industry due to its superior protective qualities. Benefits of Alu Blister Machines 1. Enhanced Product Protection One of the primary reasons to invest in an Alu Blister Machine is the unparalleled protection it offers to products. Aluminum provides an excellent barrier against moisture, oxygen, and light, which are common causes of product degradation. This is particularly crucial for pharmaceuticals, where maintaining product efficacy and shelf life is paramount. - Moisture Barrier: Aluminum is highly impermeable to moisture, ensuring that hygroscopic products like tablets and capsules remain dry and potent. - Oxygen Barrier: By preventing oxygen ingress, aluminum helps maintain the stability of oxygen-sensitive products. - Light Protection: Aluminum's opaque nature protects light-sensitive products from UV rays and other light-induced degradation. 2. Extended Shelf Life With enhanced protection comes the benefit of extended shelf life. Products packaged using Alu Blister Machines can enjoy a significantly longer shelf life compared to those packaged with other materials. This is particularly beneficial for products that need to be stored over long periods before reaching the consumer. 3. Tamper-Evidence and Security In industries like pharmaceuticals, product security is of utmost importance. Alu Blister Machines provide tamper-evident packaging, which helps prevent contamination and ensures that consumers receive safe and authentic products. - Tamper-Evident Features: Blister packs are designed to show clear signs of tampering, providing an added layer of security. Consumer Trust: Knowing that a product is securely packaged builds consumer trust and confidence. 4. Versatility in Packaging Alu Blister Machines are incredibly versatile and can be used to package a wide range of products, not just pharmaceuticals. From dietary supplements and medical devices to electronic components and consumer ...

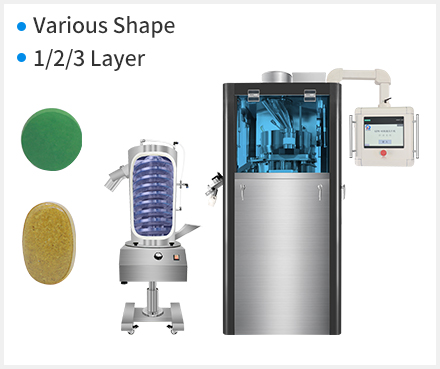
In the pharmaceutical industry, solid tablets remain the most popular dosage form, accounting for a significant share of the market. They offer numerous benefits for both manufacturers and consumers, from precise dosing to ease of handling. Behind the production of these solid tablets lies a crucial piece of equipment—the pharmaceutical tablet press. Tablet presses are at the heart of efficient and high-quality tablet manufacturing, transforming powdered materials into compact, solid forms. But why is pressing tablets into solid tablets so advantageous? And what makes pharmaceutical tablet presses so vital? This article explores these questions in detail to help you understand their significance in modern pharmaceutical production. The Benefits of Pressing Tablets into Solid Tablets 1. Precise Dosage Control Solid tablets are designed to deliver a specific dose of active pharmaceutical ingredients (APIs). This precision ensures consistency across batches, which is critical for both therapeutic efficacy and regulatory compliance. Unlike liquid forms, solid tablets minimize the risk of dosing errors, offering patients a reliable medication experience. 2. Stability and Longevity Tablets are more stable than liquid formulations, offering a longer shelf life. They are less prone to degradation due to environmental factors like light, heat, and humidity. This stability reduces waste for manufacturers and ensures patients receive medications with optimal potency. 3. Ease of Administration For patients, solid tablets are easy to handle, transport, and store. They can be swallowed whole, chewed, or dissolved, depending on the formulation, making them versatile for different age groups and medical conditions. 4. Cost-Effectiveness Pressing tablets into solid forms is a cost-efficient manufacturing process. Tablets are compact, lightweight, and require less packaging, reducing production and distribution costs. Their stability also minimizes losses due to spoilage or expiration. 5. Versatility in Formulation Solid tablets allow for diverse formulations, such as immediate-release, controlled-release, and multi-layered tablets. This versatility enables manufacturers to tailor medications to specific therapeutic needs, enhancing patient outcomes. Benefit Advantages for Manufacturers Advantages for Patients Precise Dosage Control Consistency, compliance Reliable medication Stability and Longevity Reduced waste, extended shelf life Effective treatment Ease of Administration Streamlined production Convenient usage Cost-Effectiveness Lower costs Affordable pricing Versatility in Formulation Innovation opportunities Enhanced treatment options The Importance of Pharmaceutical Tablet Presses 1. High-Efficiency Production Tablet presses are designed to produce large quantities of tablets with precision and speed. Modern high-speed presses can produce up to several hundred thousand tablets per hour, enabling manufacturers to meet market deman...

In the rapidly evolving pharmaceutical and healthcare industries, time is money, and accuracy is paramount. Whether you’re running a pharmacy, laboratory, or any business involved in the handling of capsules and tablets, relying on manual counting methods can significantly impact your bottom line. Though it might seem like a simple and cost-effective solution, manual tablet counting is often far more expensive than you might realize—especially when compared to the efficiency and accuracy offered by automated systems such as a capsule tablet counting machine. Let’s explore why manual counting is costing you more than you think and how upgrading to an automated capsule tablet counter can save you time, money, and resources. 1. Increased Labor Costs Manual tablet counting is a time-consuming process that requires dedicated human resources. Staff must meticulously count each pill or capsule by hand, a task that becomes increasingly slow and error-prone, especially when dealing with large quantities of medication. This inefficiency often leads to the need for more labor hours, which results in increased staffing costs. When you invest in a capsule tablet counting machine, these labor costs can be significantly reduced. An automated tablet counting machine is capable of counting thousands of capsules or tablets in just minutes, freeing up your team to focus on higher-priority tasks. 2. Human Error and Inaccuracies One of the most significant hidden costs of manual counting is the inevitable human error that occurs during the process. Fatigue, distractions, or simple mistakes can lead to inaccurate counts, which could have serious consequences in industries like pharmaceuticals, where incorrect dosages can result in harm to patients or costly legal liabilities. A capsule tablet counting machine virtually eliminates this issue by automating the process with precision and consistency. Machines are designed to count tablets and capsules with minimal deviation, ensuring accuracy in every batch. This reduces the likelihood of costly errors and helps maintain the highest standards of safety. 3. Time Wasted on Redundant Processes Manual counting is a slow and repetitive task that takes up a significant portion of time in pharmacies and laboratories. While staff is occupied with counting pills, other critical processes such as inventory management, customer service, and packaging might be delayed or neglected. As a result, your overall business operations suffer. By switching to an automated capsule tablet counter, you can speed up the counting process and increase throughput. This means more orders can be filled in less time, leading to better overall productivity and higher customer satisfaction. 4. Maintenance Costs and Equipment Failures While manual counting might seem cheaper upfront, the cumulative costs of maint...
Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China



 IPv6 network supported
IPv6 network supported 












 Home
Home Products
Products