Jul 19, 2024
Types of Counting Machines and Working Principle
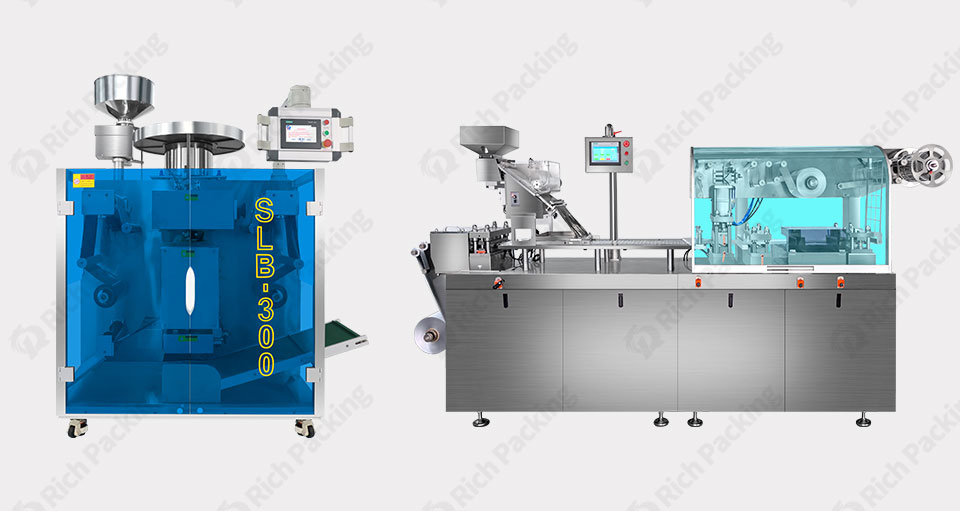
1. What is counting and filling machine? A tablet counting and filling machine is a machine specifically used to accurately count small solid objects and put them into containers. The materials that can be packaged include tablets, capsules, pills, soft capsules, soft candies, buttons, etc. The loaded containers include various bottles, prefabricated bags, cartons, metal containers, etc. 2. The basic principle and function of the counting machine The counting filling machine usually includes the following key components and functions: Counting system: This is the core part of the automatic counting machine, and its function is to accurately count the number of products. The first equipment used the simplest mechanical counting method. Although the efficiency was very low, it solved the basic counting needs. With the development of science and technology, modern tablet counting machines usually use photoelectric sensors, infrared detectors or other more advanced sensing technologies to achieve higher accuracy and more efficient counting and packaging. Feeding system: that is, the material to be packaged is sent to the counting area, usually using a vibrating plate, a lifting feeder or a similar automatic feeding machine to ensure that the product to be packaged can enter the counting and packaging process stably, orderly and uninterruptedly. Positioning system for container filling: Except for manual and semi-automatic machines, the counting machine is equipped with a positioning system as standard. The function of this system is to ensure that the bottle, pouch or other container is accurately aligned with the filling port. This ensures that once the container is in place, the accurately counted product is automatically and quickly loaded into the container. Capping system (optional): When the packaging container is a bottle, some models of counting and filling machines integrate an automatic capping function, which can tighten the bottle cap on the bottle mouth immediately after the counting and filling is completed. This not only saves the space and cost of configuring a separate capping machine, but also improves production efficiency and hygiene standards. Control system: The control system of the fully automatic model includes a microprocessor, touch screen interface, photoelectric sensor, contact sensor, visual inspection camera, etc., for the purpose of setting counting parameters, monitoring the production process, adjusting speed and handling faults. 3. Types of counting machines Counting machines can be divided into several main categories according to their design, function and degree of automation. The following outlines several common types of counting machines and their respective advantages and disadvantages, aiming to provide a more comprehensive and differentiated perspective. 1. Manual counting counter, also known as manual counting t...
View More











 IPv6 network supported
IPv6 network supported 












 Home
Home Products
Products






